歡迎訪問鍵和機械股份有限公司【大陸官網(wǎng)】

砂輪主軸採用20kg/cm2高壓油作徑向軸承支撐。
免除金屬與金屬之接觸摩擦,不需更換零件。主軸具有高剛性,高精度,壽命長,低振動,低溫升等諸多優(yōu)點。
電腦輔助分析,具高承載性能,不易產(chǎn)生共振。主軸頭結(jié)構(gòu)剛強穩(wěn)固,非旋轉(zhuǎn)式構(gòu)造更提升整體載重剛性。
主軸軸心是由精密滾柱軸承裝配而成經(jīng)由時規(guī)皮帶驅(qū)動,進而達到精準無顫動之傳動。
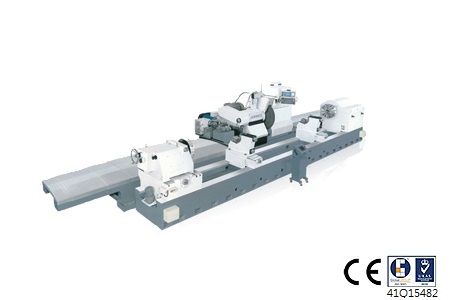
S40 / M60 分成可旋轉(zhuǎn)式與非旋轉(zhuǎn)式兩種,L85型採旋轉(zhuǎn)式,以頂針及牽轉(zhuǎn)具或四爪夾頭來帶動工作。

尾座
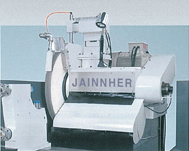
砂輪頭

主軸頭
係由上,下座兩部份所構(gòu)成,砂輪修整裝置設(shè)計在尾座本體上可修整砂輪正面及側(cè)面,依程式設(shè)定之直線,斜線或曲線形狀。
橫向調(diào)整來完成軋輥對心校正,尾座於床臺上之縱向移動由馬達驅(qū)動,並附有平面空氣軸承設(shè)計,輔助移動以減少磨擦力降低磨耗。大直徑尾座套筒經(jīng)中週波熱處理(亦可選配附四爪夾頭的旋轉(zhuǎn)式尾座),表層度硬鉻精密研磨而製成不摩耗耐荷重。
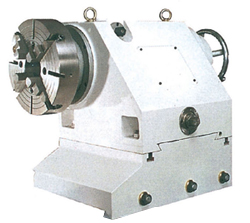
旋轉(zhuǎn)尾座

CNC控制器
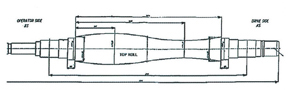
本系列機種採用日本發(fā)那科控制系統(tǒng),既精準且易於學習操作,操作者可以自己所須經(jīng)由程式指令,指定軋輥中凸高度及長度,並可由電腦精準算出砂輪連續(xù)進刀之路徑,完成精確且光滑之中凸表面;也可將程式儲存建檔以便日後重複使用。依工作需要可擴充曲線種類,如Sine曲線、Cosine曲線、CVC曲線、combin曲線及經(jīng)驗值曲線…等,其擴充力強。並備有專用研磨工序聚集指令,使用於各種外圓、錐面和端面等之精磨及零火花研磨。電腦主控系統(tǒng)內(nèi)含PLC可程式控制單元,易於維護。
CVC曲e
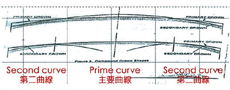
結(jié)合曲線
 正弦曲線
正弦曲線
")



")
(靜壓)")
(動壓)")
")
")

整螺絲及墊塊")
")

")
整百分表")





除2003系列外")







及環(huán)傳動爪盤")









